产品根据不同牌号分别采用优质高铝矶土、刚玉、碳化硅等各种人工合成材料做主材,并配以多种外加剂和高效减水剂、流动剂等。从而提高了材料流动性能。其主要特点是在不增加用水量的情况下,仅仅依靠材料本身的自重和位能差的推动产生流动,在不振动的状态下,能够在夹缝和不能振捣的地方施工,具有十分好的施工质量性,主要用于CFB及其它热工设备衬里较难施工、严重冲刷磨损的部位。
耐火浇注料在使用过程中应注意以下四个关键环节,即拌合、浇注、养护、烘烤。其中任何一个环节出现问题,都可能会导致产品性能下降或使用失效。
1、拌合
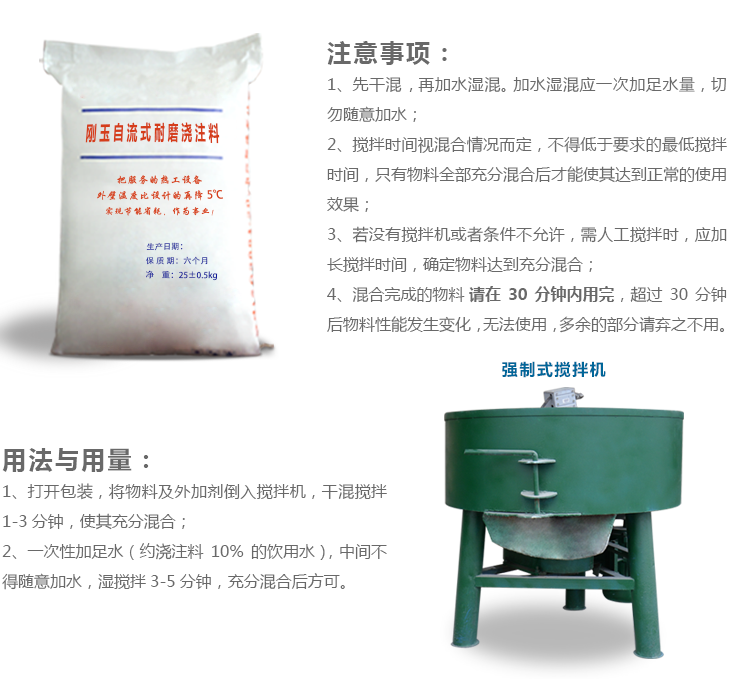
拌合分为机械拌合和人工拌合。目前行业内均采用强制式或砂浆搅拌机拌料,不使用人工拌合。设备和工具:强制式或砂浆搅拌机、水桶、磅秤、振动棒、工具锨、手推车等。
施工用水量以该批次产品质检单表明的用水量为标准,严格按照标准执行,做到准确计量。
拌合:先干拌后湿拌。以先大袋后小袋的顺序,将散状料投放到搅拌机中干拌1-3min,使之拌合均匀。每次拌合的重量根据机械和施工量来确定;根据料重按规定的用水量准确称出每次拌合所需用水,加入到已拌合均匀的干料中,充分搅拌。时间不少于3min,使之具有适宜的流动性,方可出料供浇注使用。
注意事项:①施工过程所用的工具如搅拌器、水桶、工具锹等需预先清理干净,不得混入石灰、砂砾、硅酸盐水泥等其它杂物。②拌合时用水必须是清洁的自来水。在可振动出浆的情况下,尽量少用水,已达到较好的施工效果。③每次拌合量不易过多,应根据搅拌机的种类型号而定,否则会造成搅拌机卡滞,停转。浇筑剩余的已凝结的块料不能加水再次拌合使用。
2、浇筑
浇筑料施工前必须检查锚固件是否焊牢,500℃以上部位要采用耐热抓钉。锚固件表面应涂以0.5-1mm厚的油漆或用塑料带包裹,以缓冲受热后的膨胀力,并将模具内杂物清除。
新拌合好的浇注料应迅速进行浇注,一般应在20min以内浇注完毕。将拌合好的浇注料倒入模具内,并及时用振动棒插入振捣,振捣要均匀。待浇注料表面翻浆有气泡排出,表面呈浆状时在移动振动棒,移动速度为1-2m/min,拔出振动棒时速度要慢。
浇注完毕后未凝固之前,现场温度必须保持在10℃以上(10-30℃),现场温度低于10℃,须采取相应的升温保暖措施,否则会造成缓凝,导致产品性能下降。
注意事项:①震动后的浇注料表面宜保持自然,不宜用工具抹光,更不允许在表面撒水泥细粉抹光。②振动棒要有备用,以免在振动棒出现故障时,备用棒能及时启用。③施工完毕后,施工体24h内,特别是浇注料在硬化之前,严禁挪动、震动或捣打,否则,浇筑体会产生裂纹甚至完全破坏。④浇注料应连续施工,因各种原因不能连续施工时,可留施工缝,并且留在膨胀缝处,否则施工缝做成麻面,即在浇注料上划深10mm,宽20mm左右的十字沟,间距100mm左右。
3、养护
主要使用工具是聚乙烯塑料薄膜,草袋等。环境温度要求与控制:浇注体的养护温度在15-35℃之间为宜,超出此温度区间,应采取相应的升温或降温措施,否则会造成产品使用性能下降。
浇注料硬化后,需立即用聚乙烯塑料薄膜覆盖住施工体表面,上面再加盖湿草袋,以防止水分蒸发,促使水泥活化。硬化后,一天内禁止敲打、震动,根据硬化情况,一般硬化24-30h后可以脱模。
脱模后,据需养护两日,养护时继续加盖聚乙烯塑料薄膜和湿草袋。养护三日后,揭去塑料薄膜和草袋。使硬化体在空气中自然干燥一天,即可烘烤。
4、烘烤
烘烤是浇注料使用的最后一个关键环节,由于浇注体比较致密,因此在烘烤时需绝对禁止升温过快,否则会造成崩裂事故。